




פֿאָדעם מאַשינינג עלעמענטן
- פֿאָדעם ראָולינג פאָרמינג פּראָצעס
(1) פאָרמינג פּרינציפּ פון ראָולינג פאָדעם
פֿאָדעם ראָולינג איז אַ פּראָצעס פון פּלאַסטיק דיפאָרמיישאַן, וואָס איז צו קוועטשן די שפּיץ פון פאָדעם ראָולינג ראָד אָדער פאָדעם ראָולינג טעלער אין די ליידיק מאַטעריאַל פון פּאַרץ אין צימער טעמפּעראַטור אַזוי אַז אַלע די מאַטעריאַלס אין די דנאָ פון די פאָדעם זענען סקוויזד צו די שפּיץ פאָרעם די פאָדעם אויף דעם טייל.
די ראָולינג פאָדעם איז פּראַסעסט לויט דעם פּרינציפּ פון ינוועריאַבאַל באַנד, אַזוי די אַקיעראַסי פון די פאָדעם איז פארבונדן צו די גרייס פון דעם שרויף ליידיק.
(2) פּראַסעסינג אופֿן
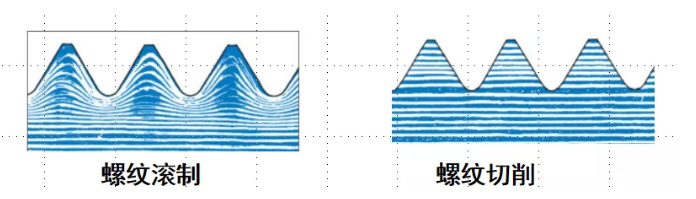
פֿאָדעם קאַטינג ראָולד פאָדעם
(3) פֿעיִקייטן:
• די פאָדעם געשאפן דורך ראָולינג טוט נישט שפּאָן און שנייַדן אַוועק די אָריגינעל מעטאַל פיברע;
• הויך פאָדעם פּינטלעכקייַט;
• די כאַרדנאַס און ייבערפלאַך ראַפנאַס פון די טרעדיד דנאָ איז ימפּרוווד דורך קאַלט יקסטרוזשאַן כאַרדאַנינג;
• אין דער זעלביקער צייט, עס איז ריזידזשואַל דרוק פון קאַמפּרעשאַן, אַזוי די שערן שטאַרקייַט און טענסאַל מידקייַט שטאַרקייַט זענען געוואקסן דורך 30% - 100% קאַמפּערד מיט די קאַטינג פאָדעם. אָבער, נאָך היץ באַהאַנדלונג, די כאַרדאַנינג און קאַמפּרעשאַן ריזידזשואַל דרוק פון קאַלט ארבעטן וועט פאַרשווינדן;
• פּאַסיק פֿאַר מאַסע פּראָדוקציע;
• פֿאָדעם ראָולינג קענען זיין צעטיילט אין ראָולינג איידער היץ באַהאַנדלונג און היץ באַהאַנדלונג איידער ראָולינג;
(עס זאָל זיין אנגעוויזן אַז ווען די כאַרדנאַס פון דעם מאַטעריאַל איז העכער ווי הר 36, די רוי מאַטעריאַל זאָל זיין אַננעאַלעד (42 קרמאָ). עטלעכע ינדאַסטריז דאַרפן היץ באַהאַנדלונג איידער פאָדעם ראָולינג.)
- פֿאָדעם ראַבינג פּראָצעס
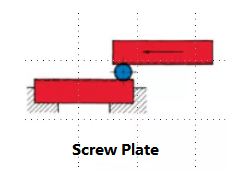
(1) ראָולינג פאָדעם ראָולינג טעלער
פֿאָדעם ראָולינג איז צו פאַרריכטן איין שרויף טעלער, און אן אנדער באַוועגלעך שרויף טעלער באוועגט זיך צוריק און צוריק צו פאָרן די פּראָדוקט צו רירן. די ליידיק שרויף איז פּלאַסטיק דיפאָרמד דורך יקסטרוזשאַן צו פאָרמירן די פארלאנגט פאָדעם.
• פּאַסיק פֿאַר M1 ~ M30
• די פּינטלעכקייַט איז נידעריקער ווי די פֿאָדעם ראָולינג ראָד און די עפעקטיווקייַט איז הויך.
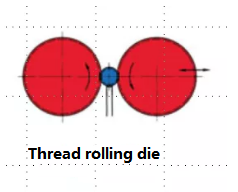
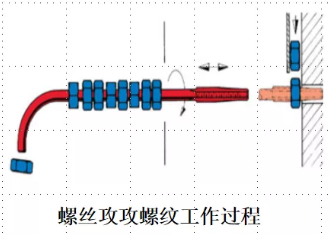
(2) ראָולינג מיט דראָט וואַל
פֿאָדעם ראָולינג איז צו נוצן צוויי קאָראַספּאַנדינג שרויף ראָולערז, קאָרעוו positive ראָוטיישאַן, ניצן יקסטרוזשאַן צו פּראָדוצירן פּלאַסטיק דיפאָרמיישאַן פון די פּראָדוקט צו פאָרעם די פארלאנגט פאָדעם.
• פּאַסיק פֿאַר גרויס גרייס און לאַנג פאָדעם, פּאַסיק פֿאַר פול פאָדעם פון רוט.
• די אַקיעראַסי איז העכער.
• פּראָדוקציע עפעקטיווקייַט איז לעפיערעך נידעריק.
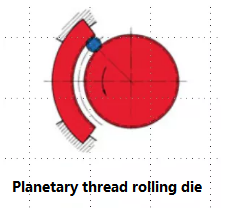
(3) פּלאַנאַטערי פאָדעם ראָולינג שטאַרבן
די בויגן פאָדעם טעלער קען נישט רירן, שרויף וואַל ראָוטייץ ביי הויך גיכקייַט, יקסטרודינג שרויף ליידיק
• פּאַסיק פֿאַר קליין גרייס (מאַשין שרויף טיפּ)
• הויך פּראָדוקציע עפעקטיווקייַט
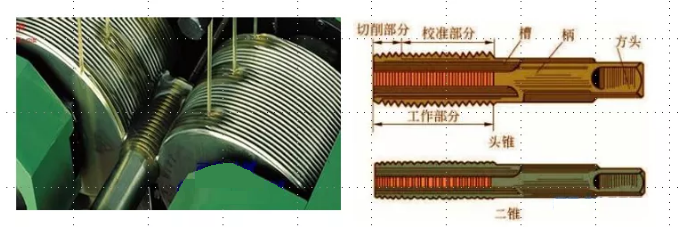
- קאַטינג אופֿן פון ינערלעך פאָדעם צאַפּן
• די ינערלעך פֿאָדעם פּראַסעסינג ניצט די צאַפּן צו צאַפּן אין די נוס צו שנייַדן די פאָדעם. געהעריק לובריקיישאַן איז פארלאנגט בעשאַס טאַפּינג צו פֿאַרבעסערן קאַטינג טנאָים.
• די אַקיעראַסי פון די ינער פאָדעם פון די נוס דעפּענדס אויף אַקיעראַסי פון די שרויף טאַפּינג, מאַטעריאַל, גיכקייַט און לובריקיישאַן.
• די ענלאַרגעד פאָדעם פון הייס גאַלוואַנייזינג רעפערס צו די פאַרגרעסערן פון גראַד דיאַמעטער פון די שרויף צאַפּן.
פּאָסטן צייט: דעצעמבער 04-2020