




Diş işleme elemanları
- İplik haddeleme şekillendirme işlemi
(1) Yuvarlanan ipliğin biçimlendirme prensibi
Diş haddeleme, diş çekme çarkının veya diş açma plakasının üstünü, parçaların boş malzemesine oda sıcaklığında sıkıştırmak ve böylece dişin altındaki tüm malzemelerin diş dişinin üst kısmına sıkıştırılması olan bir plastik deformasyon işlemidir. parçadaki ipliği oluşturur.
Yuvarlanan iplik, değişmez hacim ilkesine göre işlenir, bu nedenle dişin doğruluğu, boş vida boyutuyla ilgilidir.
(2) İşleme yöntemi
İplik kesme Haddelenmiş iplik
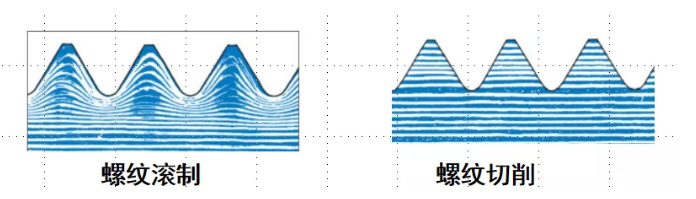
(3) Özellikler:
• Döndürülerek oluşturulan iplik, orijinal metal elyafı kırmaz ve kesmez;
• Yüksek iplik hassasiyeti;
• Dişli tabanın sertliği ve yüzey pürüzlülüğü soğuk ekstrüzyonla sertleştirilerek iyileştirilir;
• Aynı zamanda, artık sıkıştırma gerilimi vardır, bu nedenle kesme mukavemeti ve çekme yorulma mukavemeti, kesme ipliğine kıyasla% 30 -% 100 artar. Bununla birlikte, ısıl işlemden sonra, soğuk işlemenin sertleşme ve sıkıştırma artık gerilimi ortadan kalkacaktır;
• Seri üretime uygun;
• Vida dişi haddeleme, ısıl işlem öncesi haddeleme ve haddeleme öncesi ısıl işlem olarak ayrılabilir;
(malzemenin sertliği hrc36'dan yüksek olduğunda, hammaddenin tavlanması gerektiğine dikkat edilmelidir (42CrMo). Bazı endüstriler diş çekme işleminden önce ısıl işlem gerektirir.)
- İplik ovalama işlemi
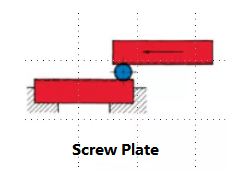
(1) Diş çekme plakasının yuvarlanması
Diş çekme, bir vida plakasını sabitlemek içindir ve başka bir hareketli vida plakası, ürünü hareket ettirmek için ileri geri hareket eder. Vida boşluğu, gerekli dişi oluşturmak için ekstrüzyonla plastik olarak deforme edilir.
• M1 ~ M30 için uygun
• Hassasiyet, diş açma çarkından daha düşüktür ve verimlilik yüksektir.
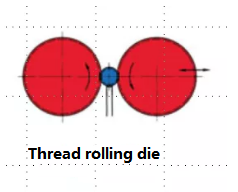
(2) Tel makara ile haddeleme
Diş çekme, gerekli dişi oluşturmak için ürünün plastik deformasyonunu üretmek için ekstrüzyon kullanarak iki karşılık gelen vida silindiri, göreceli pozitif dönüş kullanmaktır.
• Büyük boy ve uzun diş için uygun, tam çubuk dişleri için uygundur.
• Doğruluk daha yüksektir.
• Üretim verimliliği nispeten düşüktür.
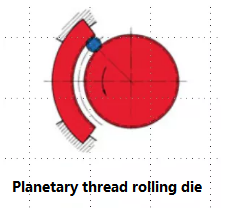
(3) Planet dişli haddeleme kalıbı
Ark dişli plakası hareket etmiyor, vida silindiri yüksek hızda dönüyor, vidayı boşa çıkarıyor
• Küçük boyut için uygundur (makine vidalı tip)
• Yüksek üretim verimliliği
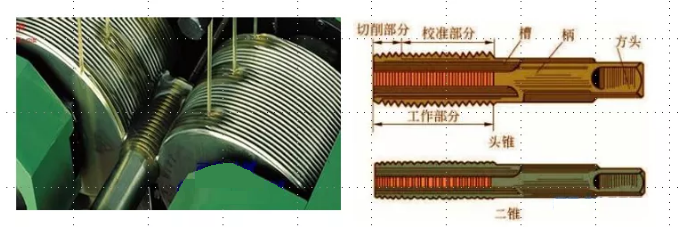
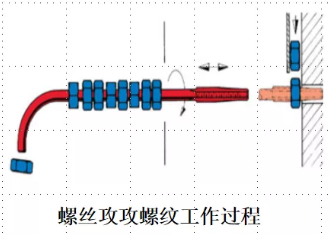
- İçten dişli kılavuz kesme yöntemi
• İç diş işleme, dişi kesmek için somuna vurmak için kılavuz kullanır. Kesme koşullarını iyileştirmek için kılavuz çekme sırasında uygun yağlama gereklidir.
• Somun iç dişinin doğruluğu vida diş açma doğruluğuna, malzemeye, hıza ve yağlamaya bağlıdır.
• Sıcak galvanizlemenin büyütülmüş dişi, vidalı kılavuzun adım çapındaki artışı ifade eder.
Gönderme zamanı: Aralık-04-2020