




Элементы для обработки резьбы
- Процесс формирования резьбонарезания
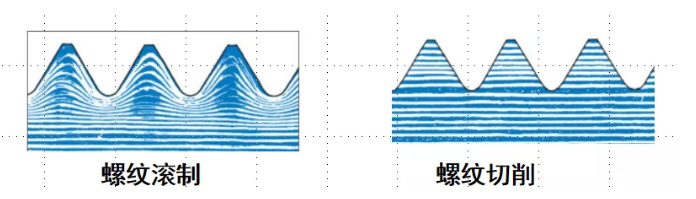
(1) Принцип формирования накатной резьбы
Накатка резьбы - это процесс пластической деформации, который заключается в вдавливании верхней части резьбонакатного колеса или пластины для накатки резьбы в заготовку деталей при комнатной температуре так, чтобы все материалы в нижней части резьбы прижимались к верхней части зуба резьбы, чтобы сформировать нить на детали.
Накатная резьба обрабатывается по принципу неизменного объема, поэтому точность резьбы зависит от размера винтовой заготовки.
(2) Метод обработки
Нарезание резьбы Рулонная резьба
(3) Особенности:
• Резьба, образованная прокаткой, не скалывается и не срезает исходную металлическую фибру;
• Высокая точность резьбы;
• Твердость и шероховатость поверхности резьбового дна улучшаются за счет закалки холодной экструзией;
• В то же время существует остаточное напряжение сжатия, поэтому прочность на сдвиг и усталостная прочность при растяжении увеличиваются на 30–100% по сравнению с нарезанием резьбы. Однако после термообработки упрочнение и остаточные напряжения сжатия при холодной обработке исчезнут;
• Подходит для массового производства;
• Накатку резьбы можно разделить на прокатку перед термообработкой и термообработку перед прокаткой;
(Следует отметить, что когда твердость материала выше, чем hrc36, сырье следует отжигать (42CrMo). В некоторых отраслях промышленности требуется термообработка перед накаткой резьбы.)
- Процесс затирания нити
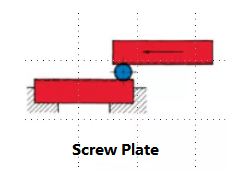
(1) Прокатка пластины для накатки резьбы
Накатка резьбы предназначена для фиксации одной винтовой пластины, а другая подвижная винтовая пластина перемещается вперед и назад, чтобы заставить продукт двигаться. Заготовка винта пластически деформируется экструзией с образованием необходимой резьбы.
• Подходит для M1 ~ M30
• Точность ниже, чем у резьбонакатного колеса, а эффективность высока.
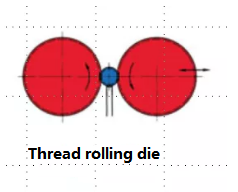
(2) Прокатка проволочным роликом
Накатка резьбы заключается в использовании двух соответствующих винтовых роликов, относительного положительного вращения, с использованием экструзии для создания пластической деформации продукта с образованием необходимой резьбы.
• Подходит для крупногабаритной и длинной резьбы, подходит для полной резьбы стержня.
• Точность выше.
• Производственная эффективность относительно низкая.
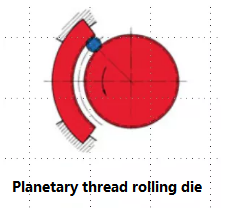
(3) Планетарный резьбонакатный штамп
Пластина с дуговой резьбой не двигается, винтовой ролик вращается с высокой скоростью, экструзия винтовой заготовки
• Подходит для небольших размеров (винтовой тип)
• Высокая эффективность производства
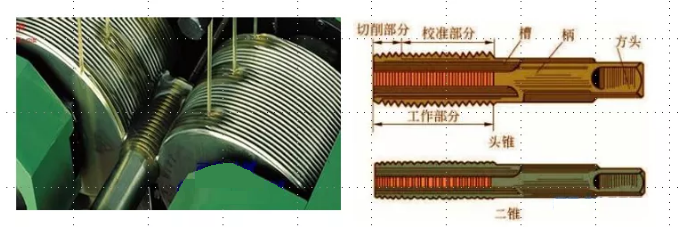
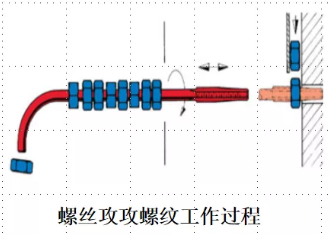
- Метод нарезания метчика с внутренней резьбой
• При обработке внутренней резьбы метчик используется для врезания в гайку и нарезания резьбы. Для улучшения условий резания во время нарезания резьбы требуется надлежащая смазка.
• Точность внутренней резьбы гайки зависит от точности нарезания резьбы, материала, скорости и смазки.
• Увеличенная резьба горячего цинкования относится к увеличению среднего диаметра метчика.
Время публикации: декабрь-04-2020