




Trådbearbeidingselementer
- Trådrullende prosess
(1) Formingsprinsipp for rullende tråd
Trådrulling er en prosess med plastisk deformasjon, som er å presse toppen av trådrullhjulet eller trådrulleplaten inn i det blanke materialet i deler ved romtemperatur, slik at alle materialer på bunnen av tråden blir presset til toppen av trådtannen for å danner tråden på delen.
Rulletråden behandles i henhold til prinsippet om uforanderlig volum, så trådens nøyaktighet er relatert til størrelsen på skruememnet.
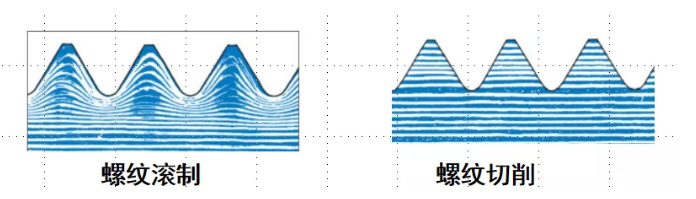
(2) Behandlingsmetode
Trådskjæring Valset tråd
(3) Funksjoner:
• Tråden som dannes ved å rulle, fliser ikke og kutter ikke den originale metallfiberen;
• Høy tråd presisjon;
• Hardheten og overflateruheten til den gjengede bunnen forbedres ved herding av kald ekstrudering;
• Samtidig er det gjenværende kompresjonsspenning, slik at skjærstyrken og strekkutmattelsesstyrken økes med 30% - 100% sammenlignet med skjæretråden. Imidlertid, etter varmebehandling, vil herdingen og kompresjonsrester av kaldarbeid forsvinne;
• Egnet for masseproduksjon;
• Trådrulling kan deles inn i rulling før varmebehandling og varmebehandling før rulling;
(det skal bemerkes at når hardheten til materialet er høyere enn hrc36, bør råmaterialet være glødet (42CrMo). Noen bransjer krever varmebehandling før trådrulling.)
- Trådgniingsprosess
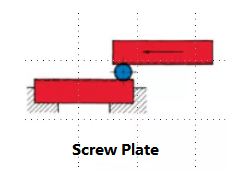
(1) Rulling av trådvalseplate
Trådrulling er å fikse en skrueplate, og en annen bevegelig skrueplate beveger seg frem og tilbake for å få produktet til å bevege seg. Skruememnet deformeres plastisk ved ekstrudering for å danne den nødvendige gjengen.
• Egnet for M1 ~ M30
• Presisjonen er lavere enn gjengevalshjulet, og effektiviteten er høy.
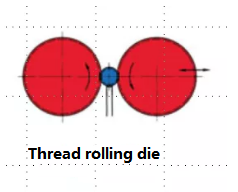
(2) Rulling med trådrulle
Trådrulling er å bruke to tilsvarende skrueruller, relativ positiv rotasjon, ved å bruke ekstrudering for å produsere plastisk deformasjon av produktet for å danne den nødvendige tråden.
• Egnet for stor størrelse og lang tråd, egnet for hel tråd av stang.
• Nøyaktigheten er høyere.
• Produksjonseffektiviteten er relativt lav.
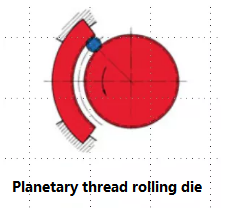
(3) Planetråd rullende dyse
Buegjengplaten beveger seg ikke, skruerullen roterer med høy hastighet, ekstruderer skruememnet
• Egnet for liten størrelse (maskinskruetype)
• Høy produksjonseffektivitet
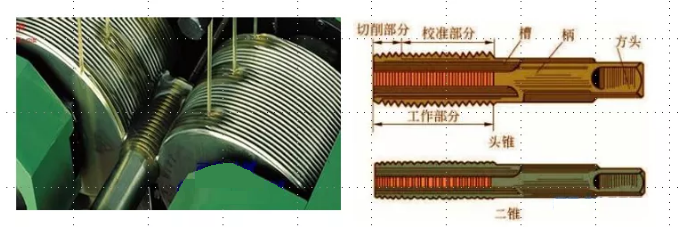
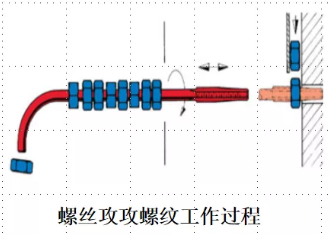
- Skjæremetode for innvendig gjengetapp
• Den interne gjengebehandlingen bruker kranen til å tappe inn i mutteren for å kutte tråden. Riktig smøring er nødvendig under tapping for å forbedre kutteforholdene.
• Nøyaktigheten til innvendige gjenger av mutteren avhenger av skruenippens nøyaktighet, materiale, hastighet og smøring.
• Den forstørrede gjengen med varmgalvanisering refererer til økningen av stigdiameteren på skruekranen.
Innleggstid: desember 04-2020