




Елементи за обработка на конец
- Процес на формирање на тркалање на конец
(1) Принцип на формирање на навојот
Тркалањето на навој е процес на пластична деформација, што е да се исцеди горниот дел од тркалцето на конецот или плочата за тркалање на конецот во празниот материјал на делови на собна температура, така што сите материјали на дното на конецот да се исцедат до горниот дел на забот за да се формирајте ја нишката на делот.
Темата за тркалање се обработува според принципот на непроменлив волумен, така што точноста на конецот е поврзана со големината на празниот шраф.
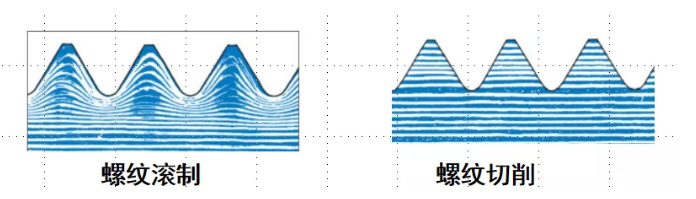
(2) Метод на обработка
Сечење на конец Валана нишка
(3) карактеристики:
• Навојот формиран со тркалање не чипира и не ги отсекува оригиналните метални влакна;
• Висока прецизност на навојот;
• Цврстината и грубоста на површината на навојното дно се подобруваат со стврднување на ладно истиснување;
• Во исто време, постои преостанат стрес на компресија, така што јачината на смолкнување и цврстината на замор во затегнување се зголемуваат за 30% - 100% во споредба со конецот за сечење. Сепак, по термичка обработка, преостанатиот стрес на стврднување и компресија на ладно работење ќе исчезне;
• Погоден за масовно производство;
• Тркалањето на навој може да се подели на тркалање пред термичка обработка и термичка обработка пред тркалање;
(треба да се напомене дека кога цврстината на материјалот е поголема од hrc36, суровината треба да се анелира (42CrMo). Некои индустрии бараат термичка обработка пред намотување на конец.)
- Процес на триење на конец
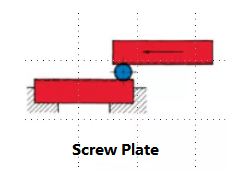
(1) Тркалање на плоча за тркалање со конец
Тркалањето на навој е да се поправи една плоча со завртка, а друга подвижна плоча со завртка се движи напред и назад за да се вози производот за движење. Празното завртка е пластично деформирано со истиснување за да се формира потребната нишка.
• Погоден за M1 ~ M30
• Прецизноста е помала од онаа на тркалото за навој и ефикасноста е висока.
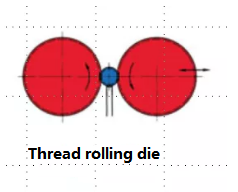
(2) Тркалање со жичен валјак
Тркалањето на навој е да се користат два соодветни ролери за завртки, релативно позитивно ротирање, со користење на истиснување за производство на пластична деформација на производот за да се формира потребната нишка.
• Погоден за големи димензии и долги нишки, погоден за целосен навој на прачка.
• Точноста е поголема.
• Ефикасноста на производството е релативно ниска.
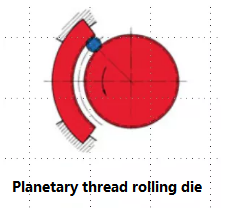
(3) Планетарна нишка со тркалање умира
Плочката со лачен навој не се движи, ролерот за завртки ротира со голема брзина, празно од екструдирање на завртката
• Погоден за мала големина (тип на машинска завртка)
• Висока ефикасност во производството
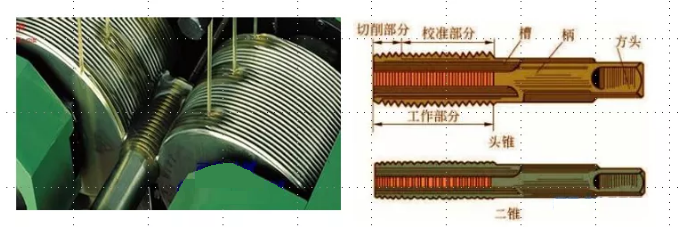
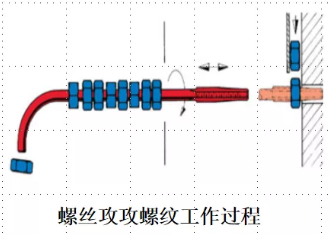
- Метод на сечење на внатрешен допир со навој
• Внатрешната обработка на конецот ја користи чешмата за да ја зафати навртката за да ја пресече конецот. Потребно е правилно подмачкување при прислушување за да се подобрат условите за сечење.
• Точноста на внатрешната нишка на навртката зависи од точноста на прислушувањето на завртката, материјалот, брзината и подмачкувањето.
• Зголемената нишка на топло галванизирање се однесува на зголемување на дијаметарот на чекорот на славината на завртката.
Време на објавување: Дек-04-2020