




나사 가공 요소
- 스레드 롤링 성형 공정
(1) 롤링 스레드의 형성 원리
실 롤링은 실 롤링 휠 또는 실 롤링 플레이트의 상단을 실온에서 부품의 블랭크 재료에 압착하여 실 바닥의 모든 재료가 나사 톱니의 상단으로 압착되도록하는 소성 변형 과정입니다. 부품에 실을 형성하십시오.
롤링 스레드는 불변 볼륨의 원리에 따라 처리되므로 스레드의 정확도는 스크류 블랭크의 크기와 관련이 있습니다.
(2) 처리 방법
나사 절삭 압연 나사
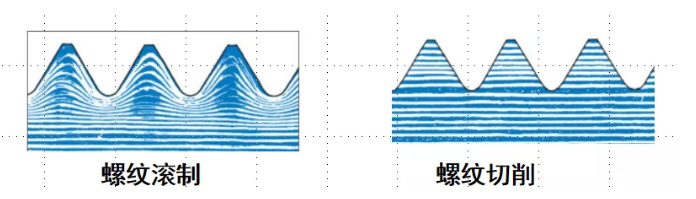
(3) 특징 :
• 압연에 의해 형성된 실은 원래의 금속 섬유를 깎아 내지 않습니다.
• 높은 나사 정밀도;
• 나사산 바닥의 경도와 표면 거칠기는 냉간 압출 경화에 의해 개선됩니다.
• 동시에 압축의 잔류 응력이있어 절삭 나사 대비 전단강 도와 인장 피로 강도가 30 ~ 100 % 증가합니다. 그러나 열처리 후 냉간 가공의 경화 및 압축 잔류 응력이 사라집니다.
• 대량 생산에 적합합니다.
• 스레드 압연은 열처리 전 압연과 압연 전 열처리로 나눌 수 있습니다.
(재료의 경도가 hrc36보다 높을 경우 원료를 어닐링 (42CrMo)해야합니다. 일부 산업에서는 스레드 압연 전에 열처리가 필요합니다.)
- 실 마찰 과정
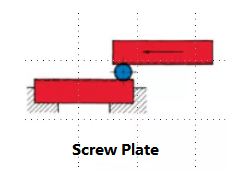
(1) 실 롤링 플레이트 롤링
실 롤링은 하나의 나사 판을 고정하는 것이고 다른 하나의 가동 나사 판은 제품을 움직일 수 있도록 앞뒤로 움직입니다. 스크류 블랭크는 압출에 의해 소성 변형되어 필요한 스레드를 형성합니다.
• M1 ~ M30에 적합
• 실 롤링 휠보다 정밀도가 낮고 효율이 높습니다.
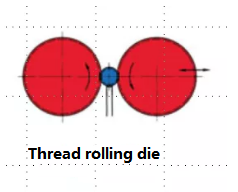
(2) 와이어 롤러로 롤링
스레드 롤링은 필요한 스레드를 형성하기 위해 제품의 소성 변형을 생성하기 위해 압출을 사용하여 상대 정회 전인 두 개의 해당 스크류 롤러를 사용하는 것입니다.
• 대형 및 긴 나사산에 적합하며로드의 전체 나사산에 적합합니다.
• 정확도가 더 높습니다.
• 생산 효율성이 상대적으로 낮습니다.
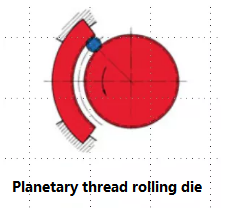
(3) 유성 나사 롤링 다이
아크 스레드 플레이트가 움직이지 않고 스크류 롤러가 고속으로 회전하며 압출 스크류 블랭크
• 소형에 적합 (머신 스크류 타입)
• 높은 생산 효율성
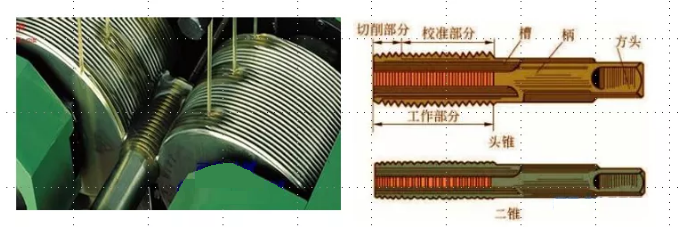
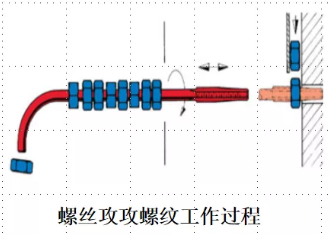
- 암나사 탭 절단 방법
• 암나사 가공은 탭을 사용하여 너트를 두드려 실을 절단합니다. 절삭 조건을 개선하려면 태핑 중에 적절한 윤활이 필요합니다.
• 너트 내부 나사산의 정확도는 나사 태핑 정확도, 재질, 속도 및 윤활에 따라 달라집니다.
• 열간 아연 도금의 확대 된 나사산은 나사 탭의 피치 직경이 증가하는 것을 나타냅니다.
포스트 시간 : Dec-04-2020