




ねじ加工要素
- ねじ転造成形工程
(1)圧延ねじの成形原理
ねじ転造は、塑性変形のプロセスであり、ねじ転造ホイールまたはねじ転造プレートの上部を室温で部品のブランク材料に押し込み、ねじの底のすべての材料がねじ歯の上部に押し込まれます。パーツにねじ山を形成します。
圧延糸は不変体積の原理に従って処理されるため、ねじ山の精度はねじ山のサイズに関係します。
(2)処理方法
ねじ山圧延ねじ
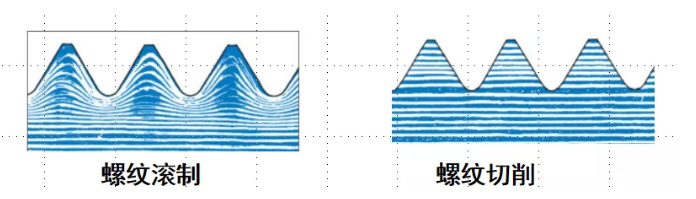
(3)特徴:
•圧延によって形成された糸は、元の金属繊維を削ったり切断したりしません。
•高い糸精度;
•ねじ底の硬度と表面粗さは、冷間押出硬化によって改善されます。
•同時に、圧縮の残留応力があるため、せん断強度と引張疲労強度は、切削糸と比較して30%〜100%増加します。ただし、熱処理後、冷間加工の硬化および圧縮残留応力はなくなります。
•大量生産に適しています。
•ねじ転造は、熱処理前の圧延と圧延前の熱処理に分けることができます。
(材料の硬度がhrc36より高い場合、原材料を焼きなましする必要があることに注意してください(42CrMo)。一部の業界では、ねじ転造の前に熱処理が必要です。)
- 糸こすり工程
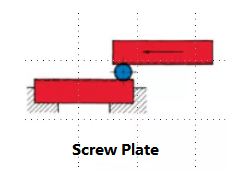
(1)ねじ山圧延板の圧延
ねじ転造とは、1つのねじ板を固定し、別の可動ねじ板を前後に動かして製品を動かすことです。スクリューブランクは押し出しによって塑性変形し、必要なねじ山を形成します。
•M1〜M30に適しています
•ねじ山回転ホイールより精度が低く、効率が高い。
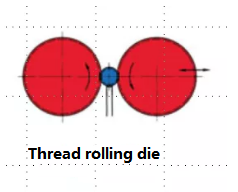
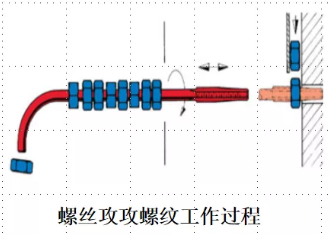
(2)ワイヤーローラーで転がす
ねじ転造は、2つの対応するねじローラー、相対正回転を使用し、押し出しを使用して製品の塑性変形を生成し、必要なねじを形成します。
•大きいサイズと長いスレッドに適しており、ロッドのフルスレッドに適しています。
•精度が高くなります。
•生産効率は比較的低いです。
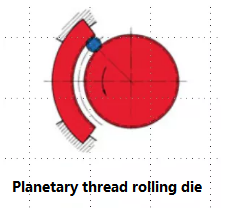
(3)遊星ねじ転造金型
アークねじ板が動かず、スクリューローラーが高速回転し、スクリューブランクを押し出します
•小型(小ねじタイプ)に適しています
•高い生産効率
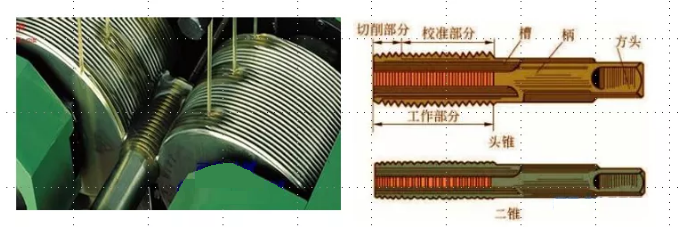
- ねじ山タップの切削方法
•めねじ加工では、タップを使用してナットをタップし、ねじを切断します。切削条件を改善するために、タッピング中に適切な潤滑が必要です。
•ナットめねじの精度は、ねじのタッピング精度、材質、速度、潤滑に依存します。
•溶融亜鉛めっきの拡大ねじは、ねじタップのピッチ直径の増加を指します。
投稿時間:2020年12月4日