




Elemen pemesinan benang
- Proses pembentukan gulungan benang
(1) Prinsip pembentuk benang bergulir
Penggulungan benang adalah proses deformasi plastis, yaitu meremas bagian atas roda penggulung benang atau pelat penggulung benang ke dalam bahan kosong bagian-bagian pada suhu kamar sehingga semua bahan di bagian bawah benang terjepit ke atas gigi benang hingga bentuk benang pada bagian tersebut.
Benang bergulir diproses sesuai dengan prinsip volume yang tidak berubah-ubah, sehingga keakuratan ulir terkait dengan ukuran sekrup kosong.
(2) Metode pemrosesan
Pemotongan benang Benang yang digulung
(3) Fitur:
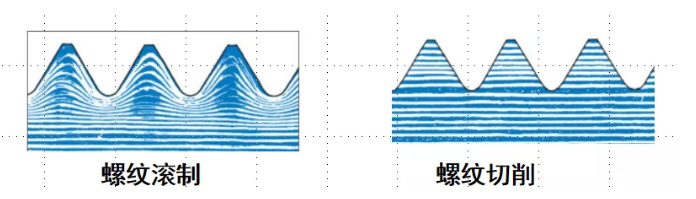
• Benang yang dibentuk dengan menggulung tidak memotong dan memotong serat logam asli;
• Ketepatan benang yang tinggi;
• Kekerasan dan kekasaran permukaan dari dasar berulir ditingkatkan dengan pengerasan ekstrusi dingin;
• Pada saat yang sama, terdapat tegangan sisa kompresi, sehingga kekuatan geser dan kekuatan fatik tarik meningkat 30% - 100% dibandingkan dengan ulir potong. Namun, setelah perlakuan panas, tegangan sisa pengerasan dan kompresi dari pengerjaan dingin akan hilang;
• Cocok untuk produksi massal;
• Penggulungan benang dapat dibagi menjadi penggulungan sebelum perlakuan panas dan perlakuan panas sebelum penggulungan;
(perlu dicatat bahwa ketika kekerasan material lebih tinggi dari hrc36, bahan bakunya harus dianil (42CrMo). Beberapa industri memerlukan perlakuan panas sebelum penggulungan ulir.)
- Proses menggosok benang
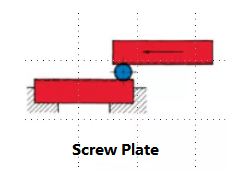
(1) Penggulungan pelat penggulung benang
Penggulungan ulir adalah untuk memperbaiki satu pelat sekrup, dan pelat sekrup bergerak lainnya bergerak maju mundur untuk mendorong produk bergerak. Sekrup kosong dideformasi secara plastik dengan ekstrusi untuk membentuk ulir yang diperlukan.
• Cocok untuk M1 ~ M30
• Presisi lebih rendah daripada roda penggulung ulir dan efisiensinya tinggi.
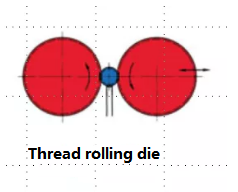
(2) Menggulung dengan roller kawat
Penggulungan ulir adalah menggunakan dua penggulung ulir yang sesuai, rotasi positif relatif, menggunakan ekstrusi untuk menghasilkan deformasi plastik produk untuk membentuk ulir yang diperlukan.
• Cocok untuk ukuran besar dan benang panjang, cocok untuk benang full rod.
• Akurasinya lebih tinggi.
• Efisiensi produksi relatif rendah.
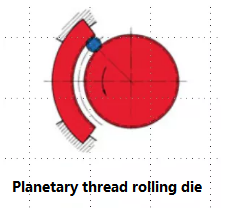
(3) Benang planet yang berputar mati
Pelat ulir busur tidak bergerak, roller sekrup berputar dengan kecepatan tinggi, mengekstrusi sekrup kosong
• Cocok untuk ukuran kecil (tipe sekrup mesin)
• Efisiensi produksi yang tinggi
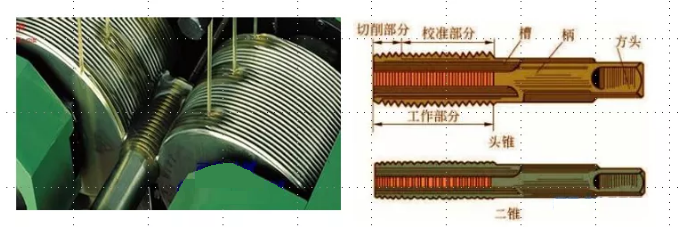
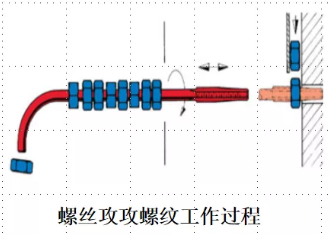
- Metode pemotongan tap benang internal
• Pemrosesan utas internal menggunakan keran untuk mengetuk mur untuk memotong utas. Pelumasan yang tepat diperlukan selama penyadapan untuk memperbaiki kondisi pemotongan.
• Keakuratan ulir internal mur tergantung pada akurasi penyadapan sekrup, material, kecepatan dan pelumasan.
• Ulir galvanisasi panas yang diperbesar mengacu pada peningkatan diameter pitch dari keran ulir.
Waktu posting: Des-04-2020