




Elementos de mecanizado de rosca
- Proceso de conformación de laminación de fíos
(1) Principio de formación do fío rodante
A laminación de fíos é un proceso de deformación plástica, que consiste en espremer a parte superior da roda de rolamento do fío ou a placa de laminación do fío no material en branco das pezas a temperatura ambiente para que todos os materiais da parte inferior do fío se espremen ata a parte superior do dente do fío para formar o fío da peza.
O fío rodante procésase segundo o principio do volume invariable, polo que a precisión do fío está relacionada co tamaño do branco parafuso.
(2) Método de procesamento
Corte de fíos Fíos laminados
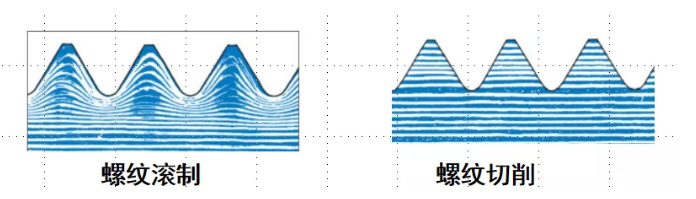
(3) Características:
• O fío formado ao rodar non astilla e non corta a fibra metálica orixinal;
• Alta precisión do fío;
• A dureza e rugosidade superficial do fondo roscado mellórase mediante o endurecemento por extrusión en frío;
• Ao mesmo tempo, existe unha tensión residual de compresión, polo que a resistencia ao corte e a resistencia á fatiga á tracción aumentan entre un 30% e un 100% en comparación co fío de corte. Non obstante, despois do tratamento térmico, o esforzo residual de endurecemento e compresión do traballo en frío desaparecerá;
• Axeitado para a produción en masa;
• A laminación de fíos pódese dividir en laminación antes do tratamento térmico e tratamento térmico antes da laminación;
(cómpre ter en conta que cando a dureza do material é superior a hrc36, a materia prima debe recocerse (42CrMo). Algunhas industrias requiren un tratamento térmico antes do laminado do fío.)
- Proceso de rozamento do fío
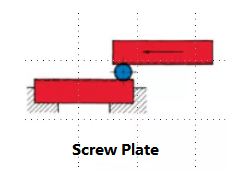
(1) Laminado da placa de laminación de fíos
A laminación de rosca consiste en fixar unha placa de parafuso e outra placa de parafuso móbil móvese cara adiante e cara atrás para conducir o produto. O branco do parafuso é deformado plásticamente por extrusión para formar a rosca requirida.
• Adecuado para M1 ~ M30
• A precisión é inferior á da roda rodante e a eficiencia é alta.
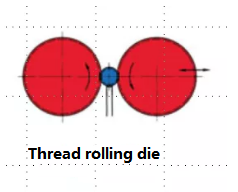
(2) Rodar con rolo de arame
A laminación de rosca consiste en empregar dous rolos de parafuso correspondentes, de rotación positiva relativa, mediante extrusión para producir deformación plástica do produto para formar a rosca requirida.
• Adecuado para rosca grande e longa, adecuada para rosca completa de varilla.
• A precisión é maior.
• A eficiencia da produción é relativamente baixa.
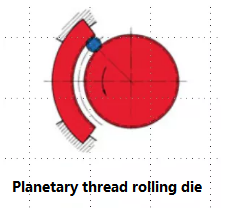
(3) Matriz de rolamento de fíos planetarios
A placa de rosca de arco non se move, o rodillo de parafuso xira a alta velocidade, o parafuso de extrusión está en branco
• Adecuado para pequenos tamaños (tipo de parafuso máquina)
• Alta eficiencia de produción
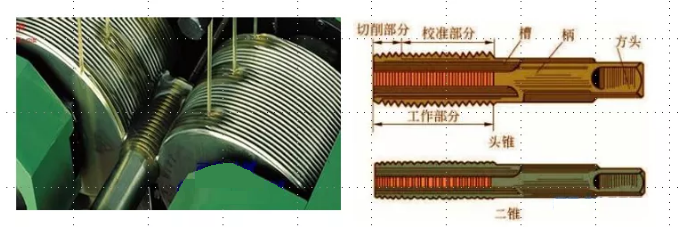
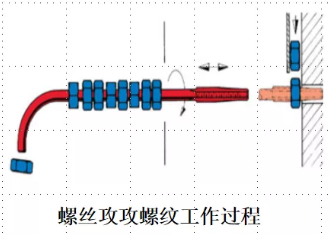
- Método de corte da rosca interna
• O procesamento interno do fío usa a billa para golpear a porca para cortalo. Requírese unha lubricación adecuada durante o golpeo para mellorar as condicións de corte.
• A precisión da rosca interna da porca depende da precisión da rosca, do material, da velocidade e da lubricación.
• A rosca ampliada de galvanizado en quente refírese ao aumento do diámetro de paso da billa de rosca.
Tempo de publicación: 04 de decembro de 2020