




Elementi za obradu navoja
- Proces oblikovanja valjaka navojem
(1) Princip oblikovanja navoja za valjanje
Valjanje navoja je postupak plastične deformacije, tj. Stiskanje vrha kotača za namotavanje navoja ili ploče za valjanje navoja u prazni materijal dijelova na sobnoj temperaturi, tako da se svi materijali na dnu navoja stisnu na vrh navoja zuba oblikujte nit na dijelu.
Kotrljajući se navoj obrađuje prema principu nepromjenjive zapremine, tako da je točnost navoja povezana s veličinom vijka.
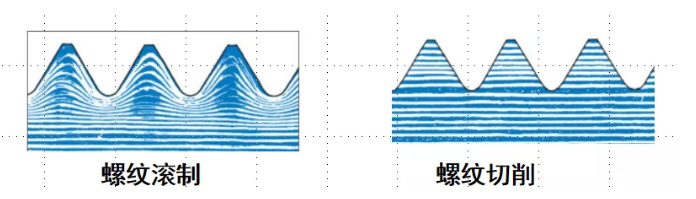
(2) Metoda obrade
Rezanje navoja Valjani navoj
(3) Karakteristike:
• Navoj koji nastaje valjanjem ne cijepa i ne odsijeca izvorno metalno vlakno;
• Visoka preciznost navoja;
• Tvrdoća i hrapavost površine navojnog dna poboljšava se hladnim ekstruzijskim očvršćavanjem;
• Istodobno postoji zaostalo naprezanje kompresije, pa se smična čvrstoća i čvrstoća na vlačni umor povećavaju za 30% - 100% u usporedbi s reznim navojem. Međutim, nakon toplotne obrade, preostali stres stvrdnjavanja i kompresije hladnog rada nestat će;
• Pogodno za masovnu proizvodnju;
• Valjanje navoja može se podijeliti na valjanje prije termičke obrade i termičku obradu prije valjanja;
(treba imati na umu da kada je tvrdoća materijala veća od hrc36, sirovina treba biti žarena (42CrMo). Neke industrije zahtijevaju toplotnu obradu prije valjanja niti.)
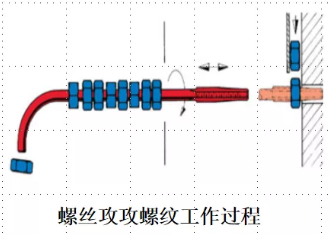
- Proces trljanja niti
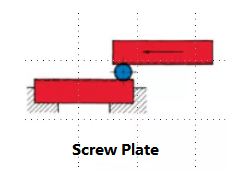
(1) Valjanje ploče za valjanje niti
Valjanje navoja je za pričvršćivanje jedne vijčane ploče, a druga pomična vijčana ploča pomiče se naprijed-nazad za pokretanje proizvoda. Spremnik vijka se plastično deformiše ekstruzijom da bi se dobio potreban navoj.
• Pogodno za M1 ~ M30
• Preciznost je niža od preciznosti valjanja navoja, a efikasnost je velika.
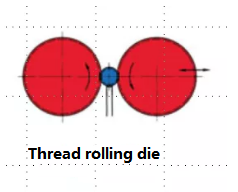
(2) Valjanje žičanim valjkom
Valjanje navoja je upotreba dva odgovarajuća vijčana valjka, relativno pozitivna rotacija, pomoću ekstruzije za proizvodnju plastične deformacije proizvoda da bi se dobio potreban navoj.
• Pogodno za velike i duge navoje, pogodno za puni navoj šipke.
• Tačnost je veća.
• Efikasnost proizvodnje je relativno niska.
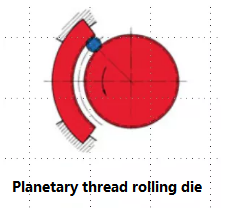
(3) Matrica za valjanje planetarnog navoja
Ploča s navojem luka ne pomiče se, valjak za zavrtanje rotira velikom brzinom, ekstrudirajući vijak
• Pogodno za male veličine (tip mašinskog vijka)
• Visoka efikasnost proizvodnje
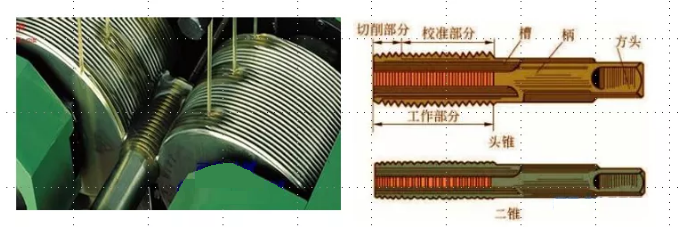
- Način rezanja unutarnje slavine navoja
• Unutarnja obrada navoja pomoću slavine uvlači maticu za rezanje navoja. Za točenje potrebno je pravilno podmazivanje kako bi se poboljšali uslovi rezanja.
• Preciznost unutarnjeg navoja matice ovisi o točnosti nabijanja vijaka, materijalu, brzini i podmazivanju.
• Povećani navoj vrućeg pocinčavanja odnosi se na povećanje prečnika koraka slavine vijka.
Vrijeme objavljivanja: dec-04-2020