




İplik işləmə elementləri
- İplik yuvarlama formalaşdırma prosesi
(1) Yuvarlanan ipin formalaşdırma prinsipi
İplik yuvarlaqlığı, dişlərin yuvarlaq təkərinin və ya yuvarlanan lövhənin üst hissəsini otaq temperaturunda hissələrin boş materialına sıxmaq üçün ipin altındakı bütün materialların iplik dişinin üstünə sıxılması üçün plastik deformasiya prosesidir. hissədəki ipi meydana gətir.
Yuvarlanan ip, dəyişməz həcm prinsipinə əsasən işlənir, buna görə ipin dəqiqliyi vida boşluğunun ölçüsü ilə bağlıdır.
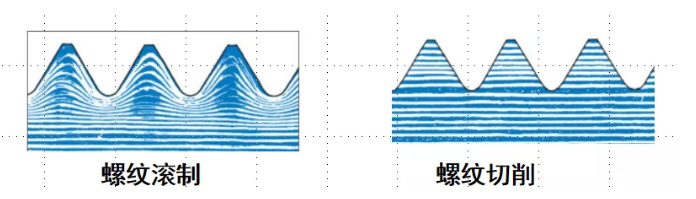
(2) Qenerasiya metodu
İplik kəsmə Yuvarlaq ip
(3) Xüsusiyyətlər:
• Yuvarlanmadan əmələ gələn iplik orijinal metal lifini parçalamır və kəsmir;
• Yüksək iplik dəqiqliyi;
• Yivli dibin sərtliyi və səth pürüzlülüyü soyuq ekstruziya sərtliyi ilə yaxşılaşdırılır;
• Eyni zamanda qalıq sıxılma stresi mövcuddur, beləliklə kəsmə ipliyi ilə müqayisədə kəsilmə gücü və çəkilmə yorğunluğu gücü 30 - 100% artır. Bununla birlikdə, istilik müalicəsindən sonra, soyuq işləyən sərtləşmə və sıxılma qalıq stresi yox olacaq;
• Kütləvi istehsal üçün uyğundur;
• İplik yuvarlanması istilik müalicəsindən əvvəl yuvarlanmaya və yuvarlanmadan əvvəl istiliklə işlənməyə bölünə bilər;
(qeyd etmək lazımdır ki, materialın sərtliyi hrc36-dan yüksək olduqda, xammal tavlanmalıdır (42CrMo). Bəzi sənaye sahələri ip yuvarlanmadan əvvəl istilik müalicəsinə ehtiyac duyurlar.)
- Mövzu sürtmək prosesi
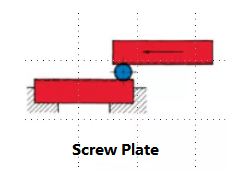
(1) Yivli yayma plitəsinin yuvarlanması
İplik yuvarlanması bir vida boşqabını düzəltməkdir və başqa bir hərəkətli vida plitəsi məhsulu hərəkət etdirmək üçün irəli və irəli hərəkət edir. Vida boşluğu lazımi ipliyi meydana gətirmək üçün ekstruziya ilə plastik şəkildə deformasiya olunur.
• M1 ~ M30 üçün uyğundur
• Dəqiqlik iplik yuvarlanan çarxınkından daha aşağıdır və səmərəlilik yüksəkdir.
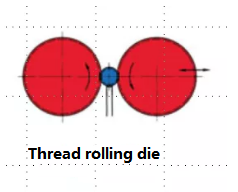
(2) Tel rulonla yuvarlanmaq
İplik yuvarlanması, lazımi ipliyi meydana gətirmək üçün məhsulun plastik deformasiyasını istehsal etmək üçün ekstruziya istifadə edərək nisbi pozitiv fırlanma ilə uyğun gələn iki vida silindrindən istifadə etməkdir.
• Böyük ölçülü və uzun iplik üçün uyğundur, çubuqun tam sapı üçün uygundur.
• Dəqiqlik daha yüksəkdir.
• İstehsal səmərəliliyi nisbətən aşağıdır.
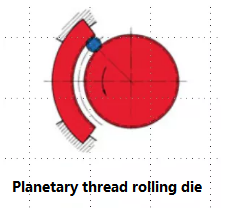
(3) Planet iplik yuvarlanan kalıp
Qövs sapı lövhəsi hərəkət etmir, vida silindiri yüksək sürətlə fırlanır, vida boşluğunu ekstrüde edir
• Kiçik ölçülü (maşın vida növü) üçün uyğundur
• Yüksək istehsal səmərəliliyi
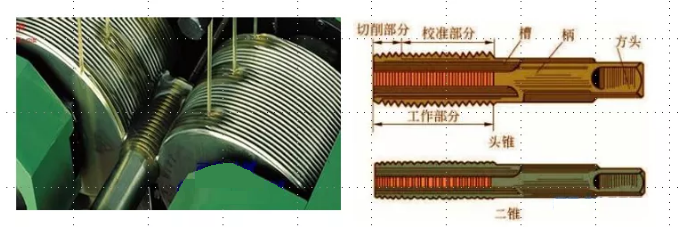
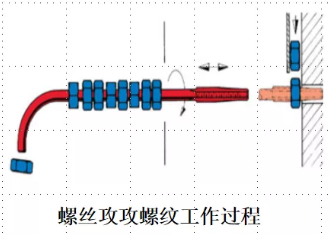
- Daxili iplik kranının kəsmə üsulu
• Daxili ip işləmə zamanı sapı kəsmək üçün qozun içinə vurmaq üçün kran istifadə olunur. Kəsmə şərtlərini yaxşılaşdırmaq üçün vurma zamanı düzgün yağlama tələb olunur.
• Qozun daxili sapının dəqiqliyi vida vurma dəqiqliyinə, materialına, sürətinə və yağlanmasına bağlıdır.
• İsti galvanizlənmənin genişlənmiş sapı vida kranının əyilmə diametrinin artmasına aiddir.
Göndərmə vaxtı: 04.04.2020